
数控雕铣机的电机基本动作的实现
用运动控制卡来控制数控雕铣机的步进电机,其输入控制信息有三类:使能,方向,一定频率的脉冲。据此将PC主机发往USB设备的数据进行一定的格式定义,以进行分类,然后在单片机中将接收到的数据按照此类格式进行分析,并实现其功能。
沐鸣2 下图是单片机程序内处在主循环程序中的处理接收到的数据的流程。
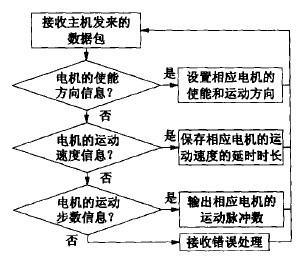
据此流程图,可以看出要使数控雕铣机的电机沿某方向运转一定的步数,只需依次发送电机的使能方向信息,速度信息和一系列的步数信息,所接收的步数信息往往是n=±1的电机的基本动作。为了避免数控雕铣机>的电机的基本动作间因为接收数据的时间而变得不连续,单片机采用了定时器中断编程来控制脉冲输出,而单片机前台则负责接收主机发送过来的数据,并等待上一个脉冲输出的完成。AT89S52单片机片内有3路定时器中断,刚好可以满足雕铣机3个电机的控制需求,每路定时器中断负责控制1个电机的控制脉冲输出。
下一篇:数控雕铣机数控系统的插补运算
推荐产品

高速精密雕铣机YF-G660 此款机型结合了以往轻重型机器的各种性能优点,采用低床身和立柱横梁一体的设计结构, 再配套高性能和大功率的伺服电机,高精度和超规格的丝杆、导轨,高转速和高精度的主轴,使得机床具有稳定性好、刚性强、加工平衡、加工精度高等功能特点。该机是一款专为

高速数控龙门铣YF-D2516 该型号龙门雕铣机床采用了大型肋骨强化和龙门式大床体设计,并经过多次实效处理消除应力,能长久的保持良好的刚性和精度。该机型是专为加工大工件所设计,其填补了目前市场上普通雕铣机无法加工大尺寸工件的空白。其具有的传动平稳、刚性高、机型重、精度高、

数控木工雕刻机YF-M260150 YF-M260150型数控木工雕刻机采用加厚方管并用高强度铸铁,利用低床身和立柱横梁一体的设计结构, 再配用高性能和大功率的进口伺服电机,高精度和超规格的进口丝杆、导轨,高转速和高精度的主轴,使得机床具有稳定性高、刚性强、加工平衡、切削力度

CNC高速龙门铣YF-D1190 此型号机床采用了合理的结构强度和内部加强肋的搭配,并在横梁上增加了一根X轴向的导轨,提高了机床整体的刚性,增强了机床在切削加工时的稳定性。再加上配备的高精度进口直线导轨、丝杆和主轴,使得该机型的性能大大提升,既可以用于雕刻也可以用于雕铣,同
