
数控雕铣机行业专用设备的的软件结构及程序流程
系统的软件选用了嵌入式实时多任务操作系统WindowsCE.net。根据数控雕铣机控制系统的需求,系统任务模块可以分为:人机界面模块,USB接口模块和雕刻控制模块。其中人机界面模块包括LCD显示和键盘指令的读取;通过USB接口模块读取原始设计数据;雕刻控制模块对读取的数据分析计算后完成速度控制和轨迹控制。软件结构图如图1所示。
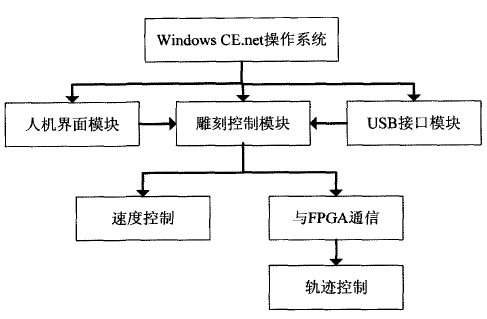
图1 系统软件结构图
控制系统中,ARM通过对设计数据的分析和计算完成速度控制,FPGA通过插补运算完成轨迹控制。控制系统应用程序流程图如图2所示。
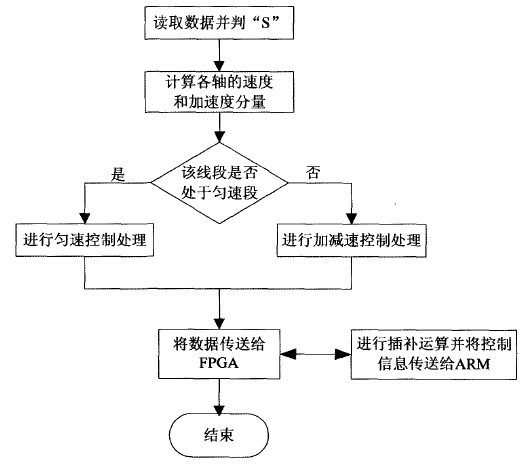
图2 控制系统应用程序流程图
(1)读取数据,找出可在速度不出现突变的情况下可雕刻的最小单位的线条数,称之为判“S”。分别计算“S”中各轴的位移总量,定义“Sx”,“Sy”和“Sz”分别为X,Y和Z轴的位移总量。
(2)根据操作设置的雕刻最大速度和加速度,计算出该段位移中各轴的速度分量和加速度分量。
沐鸣2 (3)判断当前数据处于哪种速度段,根据不同的情况计算各段位移的加速、匀速、减速段的脉冲数和各速度段的初始频率等这些数据,并把数据发送给FPGA。
(4)FPGA根据接收到的数据进行插补运算,最终控制步进电机的转速,实现三轴联动。
下一篇:五轴联动数控雕铣机
推荐产品

龙门数控高速铣YF-D1311 本型号数控高速铣床采用合理的结构强度及内部加强肋的搭配,并在横梁上增加一根X轴向的导轨,提供机械之整体的高刚性,增强了在切削加工时的稳定性。再配备高精度的进口直线导轨、丝杆和主轴,使该机型的性能既可用于雕刻也可以用于雕铣,同时也起到了特定加

高速数控龙门铣YF-D2516 该型号龙门雕铣机床采用了大型肋骨强化和龙门式大床体设计,并经过多次实效处理消除应力,能长久的保持良好的刚性和精度。该机型是专为加工大工件所设计,其填补了目前市场上普通雕铣机无法加工大尺寸工件的空白。其具有的传动平稳、刚性高、机型重、精度高、

数控龙门高速铣YF-D1615 该款型号高速铣床是本公司对原有机型改造创新升级后推出的第一款主打产品,它结合了原有的老款数控铣床的性能特点,更改了有效行程,并不断的进行创新和改良,才有了这款具有结构合理、稳定性强、精度高、刚性强、效率高等众多优势的产品。该款机型是沐鸣2

数控加工中心YF-C850 此机型的整体机械机构采用树脂砂铸件制造,内部加强筋加多加大高刚性设计,加强机械精度的持久性及加工精度的稳定性,并保证了整体长久不变形。该机型具有自动换刀装置及三轴、四轴联动控制功能,系统一次装夹, 可自动连续对四面进行铣、钻、铰及丝攻等多种
