
数控木工雕刻机设备参数选用
数控木工雕刻机一般加工密度板、硬木或广告用亚克力,吃刀量一般不超过1mm,而层压纸板绝缘材料质地坚韧,材料密度一般达到1.25g/cm3,且工件体积小数量多,铣削比较困难。为提高效率,加工吃刀量一般是3mm~5mm,所以切削主轴电机需要输出较大的功率,而且抗震性要好,因此主轴电机功率一般不低于3kW。4.5kW电机有效地避免了电机主轴震动对轴承造成的损坏,延长了电机的使用寿命。木工雕刻机主轴电机冷却一般采用机体内水循环冷却,水冷却循环系统中最好能观察到水的流动,防止由于循环管道堵塞或缺水而造成电机过热烧毁。
沐鸣2 雕铣机铣削采用高转速、低扭矩,刀具铣削时容易过热,所以刀具材质必须耐热、耐磨且排屑效果要好,刀具一般选用钨钢材料的硬质合金铣刀。由于铣削的绝缘件比较小或者局部细小(如图1弧形垫块和图2爬坡垫块),为节约绝缘材料,减小切削量,一般选用准4mm和准6mm的双刃直槽铣刀或者螺栓双刃直铣刀。加工参数可设置为转速22000转/min,直线进给速率为1.1m/min。这样也可以减小扭矩输出,延长电机及整个设备的寿命。
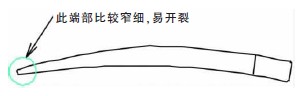
图1 弧形垫块
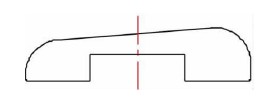
图2 弧形垫块
沐鸣2 由于刀具旋转速度高,产生很大热量,会使刀具刃口钝化,绝缘材料切削面碳化,所以必须做好铣削时刀具的冷却。雕铣机一般采用冷却液冷却刀具,这在加工变压器绝缘件上是绝对不允许的。因此宁波市沐鸣2把冷却介质改为气体,用气吹铣削部位,气流量大小可以调节。这样既可以降低刀具温度、延长使用寿命,也能及时排屑,避免绝缘材料出现碳化现象。
上一篇:数控雕铣机工作原理及应用
下一篇:工件加工及性能分析
推荐产品

数控木工雕刻机YF-M260150 YF-M260150型数控木工雕刻机采用加厚方管并用高强度铸铁,利用低床身和立柱横梁一体的设计结构, 再配用高性能和大功率的进口伺服电机,高精度和超规格的进口丝杆、导轨,高转速和高精度的主轴,使得机床具有稳定性高、刚性强、加工平衡、切削力度

数控加工中心YF-C850 此机型的整体机械机构采用树脂砂铸件制造,内部加强筋加多加大高刚性设计,加强机械精度的持久性及加工精度的稳定性,并保证了整体长久不变形。该机型具有自动换刀装置及三轴、四轴联动控制功能,系统一次装夹, 可自动连续对四面进行铣、钻、铰及丝攻等多种

数控高速龙门铣YF-D1512 该款型号数控龙门铣床具有精度高、刚性强、结构合理、稳定性好、工作效率高等众多优点,是我公司对老款产品改造升级后推出的一款全新的机型,它结合了原YF-D1615款机型的功能特点,改换了有效行程,并不断的进行改进和创新,该款机型是我们沐鸣2技

CNC龙门高速铣YF-D2016 本款型号CNC高速铣床是我司专为大尺寸工件的生产加工而精心研发设计的一款全新产品,具有精度高,传动稳定性好,加工尺寸大、刚性好及机身重等特点,采用了大型肋骨强化和龙门式床体设计,且经过多次的实效处理消除了应力,能够长时间的保持很好的精度与刚
