
工件加工及性能分析
(1)弧形垫块加工。弧形垫块原来采用带锯锯切加工。加工流程为:制作1∶1比例图样板→在层压绝缘纸板上画上弧形垫块图形并排好版→在带锯上锯切→在砂带机上打磨。采用带锯锯切,加工出的工件精度低,且锯切面粗糙,打磨非常费时,特别是锯切加工中,很容易造成锯伤手等工伤事故,因此可以采用功率较小的数控木工雕刻机加工,直接将弧形垫块1∶1的CAD图形转入雕刻编程软件进行编程,排版后进行铣削加工。弧形垫块端部细小,选用直径较粗的刀具加工易造成开裂,如图1所示。因此,加工此类垫块选用准6mm的双刃螺旋铣刀效果比较好。弧形垫块数控铣削尺寸精度高,表面光洁度好,加工效率高,甚至一人可以同时开两台设备加工。图2是弧形垫块在加工过程中。
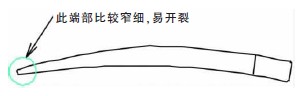
图1 弧形垫块

图2 弧形垫块在铣削加工
(2)挡油板加工。挡油板传统加工方式是:大张纸板剪切→画等分线→圆剪机剪圆→倒边机修边→冲床冲工艺孔→开槽→去毛刺。上述加工方法需要多种设备、工具和工装刀具,员工需要掌握多个操作技能,加工效率低。
沐鸣2 利用数控雕铣机加工,用CAD软件画出挡油板图形,然后转入雕刻编程软件进行编程,将加工代码输出到机床控制器进行加工。挡油板可分成二分之一或四分之一,大小圈套用,一次可加工多张纸板。这种加工方式可利用边角料,不必利用大张纸板,节约资金。雕铣机加工完后只需要去毛边一道工序就可以完成,如图3所示。

图3 挡油板在铣削加工
沐鸣2 表1给出了宁波市沐鸣2YF10-180000/220高压、中压、低压挡油板两种加工方法及效率对比(以1人加工计算工时)。
(3)爬坡垫块。爬坡垫块是组合导线和换位导线换位处常用的一种绝缘件,其体积小,如图4所示。原先加工方式是:纸板下料→纸板条料刷胶→冲床冲剪→挑选、打磨。
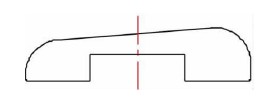
图4 爬坡垫块
沐鸣2 这种加工方式是带胶纸板在冲裁后落料时自动挤压粘接在一起,垫块表面粗糙、光洁度差、纸板与纸板粘接力小、容易断裂、废品多且需要多种规格冲模。在生产330kV及500kV产品时改为铣床铣槽口、斜坡和人工倒R角,加工质量极大提高,但效率很低。改用层压纸板雕铣机加工后,工件质量显著提高、材料利用率高、效率提升且劳动强度降低。爬坡垫块尺寸小,一般采用准4mm的双刃螺铣刀加工。
上一篇:数控木工雕刻机设备参数选用
下一篇:cnc雕铣机效益分析
推荐产品

CNC高速龙门铣YF-D1190 此型号机床采用了合理的结构强度和内部加强肋的搭配,并在横梁上增加了一根X轴向的导轨,提高了机床整体的刚性,增强了机床在切削加工时的稳定性。再加上配备的高精度进口直线导轨、丝杆和主轴,使得该机型的性能大大提升,既可以用于雕刻也可以用于雕铣,同

高速雕铣机YF-D870 本款型号设备秉承了传统机床小刀具加工特点的基础上,结合目前模具切削加工的实际情况,采用加重型和增强型的光机,高精密度的线性导轨和滚珠丝杆,再配套大功率的主轴和伺服电机,使之成为既可用于中小批量的精密零件生产,更可实现大重型的精密模具加工。其

数控雕铣机YF-D660 此型号是本公司比较畅销的一款机型,它结合了市场上客户对于小型机床精加工、粗加工体的工作需求,同时又参照YF-D870机型的标准配置元件所研制而成。采用立柱横梁一体的设计结构,且能长久地保持良好的刚性和精度,加强机床的刚性和稳定性,使得机床具

高速高精雕铣机YF-G870 该型号设备秉承了以往机型小刀具加工特点的基础上,结合目前模具切削加工的实际情况,采用加重型和增强型的光机,高精密度的线性导轨和滚珠丝杆,再配套大功率的主轴和伺服电机,使之成为既可用于中小批量的精密零件生产,更可实现大重型的精密模具加工。其所
